Foundry coating is one of the most important materials in the foundry industry, which has a great impact on the appearance quality and internal quality of castings. In recent years, foundry coating technology has developed rapidly, the performance of coatings has been continuously improved, the function has been constantly expanded, and the variety of coatings has become more and more abundant.
This paper will briefly summarize some new technologies of foundry coating in recent years, such as pretreatment coating, anti-veining coating, anti-sulphur coating, integrated dip coating, non-zircon coating, powder coating, as well as application process and equipment, quality control, etc., and discuss the developing trend of foundry coating.
New Varieties of Coatings
Pretreatment Coating
There are many pores between the sand grains on the surface of the sand core, and the size of the pores is determined by the grain size and compactness of the sand. The larger and more pores, the easier it is for molten metal to penetrate into them and form metal penetration.
For sand with a certain grain size, the pore size between the sand grains mainly depends on compactness. Due to the influence of structural differences and molding of sand core or habits of core-making operators, the fluidity of core sand, and other factors, it is difficult to achieve consistency in the compactness of various parts of sand cores in casting production practice, especially in the corners, protruding or thin-walled sand cores and other parts that are difficult to compact, which are all prone to poor compaction, and molten metal penetration (metal penetration) as shown in Figure 1 can easily occur in the loose parts of the core. The gaps between sand grains are clearly visible and have been filled with metal.
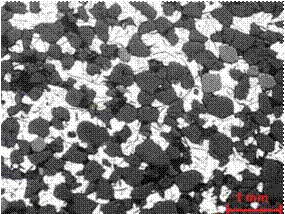
In order to overcome this problem, the coating should be able to penetrate the surface of the sand core to a certain depth and fill enough refractory aggregate particles in the gap to effectively seal, so as to eliminate or reduce metal penetration. Generally, the ordinary coating can only penetrate 1 to 2 sand grains.
When the metal pressure is high or the pouring temperature is high, it can not effectively prevent the infiltration of molten metal and produce metal penetration. The specially designed pre-treatment coating contains finer refractory aggregates and surfactants than the ordinary coating, and its penetration depth can reach 5 to 20mm, which can effectively block the pores on the surface of the sand core, thereby effectively preventing the occurrence of metal penetration.
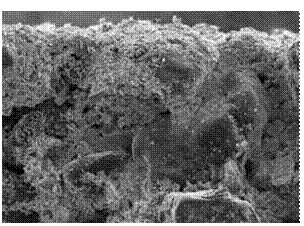
These coatings are usually applied directly to areas prone to metal penetration by brush or spray. The surface structure of the sand core after using the pretreatment coating is shown in Figure 2. The SEM image shows the gaps between the sand grains being filled by the infiltrated coating particles next to the silica sand particles.
At present, pretreatment coating is mainly used for large iron castings, key sand cores of steel castings, slender or blind hole sand cores, key sand cores of automobile castings, etc., which can effectively prevent sintering or metal penetration.
Figures 3 to 8 show some major application examples of this type of coating. Figure 3 shows the pretreatment coating used for the diesel engine crankcase sand core; Figure 4 shows the pretreatment coating used for the diesel engine traction anchor sand core. Figure 5 shows the coating used in steel castings to replace chromite sand.
Figure 6 shows that the pretreatment coating is used for wind power castings, and it is also used to prevent local sand burning and sintering on the key sand cores of automotive castings (Figure 7). The specially designed pretreatment coating is used to prevent the veins of the hydraulic parts for the volute. The coating contains active ingredients such as iron oxide to prevent veins, and also contains anti-burn on materials such as flake graphite.
During coating dipping, active ingredients such as iron oxide can penetrate into the surface of the sand core for 5 to 10 mm, and the anti-burn on material remains on the surface of the sand core. Therefore, the coating can effectively prevent veins and sand burning (Figure 8).




Anti-veining Coating
Vein defect is a typical casting defect in the production of engine casting. Among them, the cold-box core has the greatest tendency to produce veins. Vein defects often appear in the water jackets, oil ducts, intake and exhaust ports of engine castings. Such defects will hinder the characteristic of gas-liquid vortex in the engine cavity, thereby affecting the working performance of the engine.
A large number of studies and long-term casting practices have shown that the ultimate reason for veining defects on the surface of the casting is that the thermal stress caused by the phase change expansion of silica sand at 573 °C leads to cracks on the surface of the sand core, and the penetration of molten iron into the cracks. There are two basic conditions for the formation of veins: one is that the thermal stress generated by phase change expansion is greater than the strength of the surface of the sand core; the other is that the molten iron is liquid and has sufficient fluidity.
Therefore, any factor that can reduce the thermal stress will reduce the generation of veins. For example, adding chromite sand or ceramacore can reduce the expansion of the sand core during pouring, so it can reduce thermal stress; All factors that can improve the high temperature strength and toughness of the sand core will also reduce the occurrence of veins.
For example, adding iron oxide or anti-veining additive can improve the thermoplasticity and high temperature strength of the sand core at high temperature, which is also the main reason why the coated sand core and inorganic binder do not appear veins; Any factor that can accelerate the solidification of molten iron will also reduce the occurrence of veins.
For example, the higher the pouring temperature, the slower the solidification of molten iron, and the greater the probability of the occurrence of veins. At present, the measures taken at home and abroad for veining defects are no more than the above three aspects. The anti-veining coating is the most economical and effective anti-veining measure, and it has been widely used in automobile iron castings at home and abroad.
For example, Suzhou Xingye Materials Technology Co., Ltd. has developed a series of water-based and alcohol-based anti-veining coatings with excellent comprehensive performance, which are mainly used for key sand cores such as water jackets, oil ducts, intake and exhaust ports, and differentials of cylinder block and cylinder head. It can effectively prevent common defects such as veins, sintering, sand burning and many others in the inner cavity of the casting, and greatly improve the cleanliness of the inner cavity of the casting.
The coating can replace or reduce anti-veining additives and reduce costs. The coating has good insulation, which can delay the phase change expansion of sand grains and the decomposition of sand core binder; The coating contains iron oxide red and other active ingredients with anti-veining effect; The coating is moderately sintered during pouring, thus improving the strength of the coating and sand core surface.
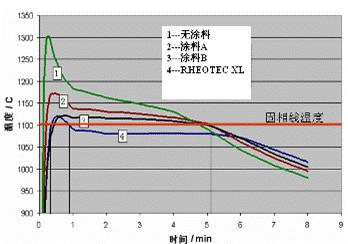
Figure 9 is the curve of temperature of sand core surface with time when different coatings are used. It can be seen from the curve that the anti-veining coating has good thermal insulation performance, which can greatly reduce the temperature on the surface of the sand core, reduce the occurrence rate of the silica sand phase change and the strain caused by the phase change.
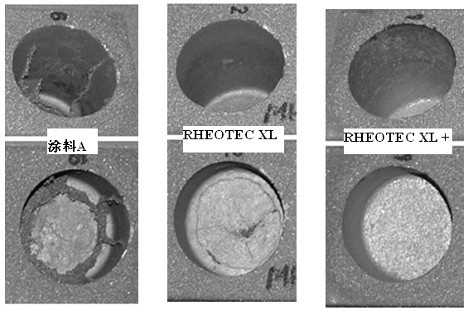
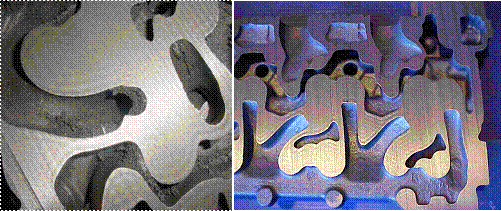
At the same time, the time when the molten iron is above the liquidus temperature is greatly shortened, so that the probability of the molten iron drilling into the sand core to produce veins is significantly reduced. Figure 10 shows the anti-veining effect of several coatings. Figures 11 to 12 are examples of application of anti-veining coatings on cylinder heads and airway sand cores.

Integrated Dip Coating
The cylinder block and cylinder head of automobile engine is the pinnacle of casting technology. The sand core of cylinder block and cylinder head is the most complex sand core in the foundry industry. With the development of automobile technology, the requirements for the dimensional accuracy and internal cavity quality of cylinder block and cylinder head are getting higher and higher.
How to improve the dimensional accuracy and inner cavity cleanliness of cylinder block and cylinder head, and reduce the casting defects such as veins, sintering and sand burning is an important issue for the majority of automobile foundry workers.
At present, the quality of cylinder block and cylinder head castings in China still lags far behind that of developed countries in Europe and America. The overall dip coating of the sand core for automobile engine cylinder blocks and cylinder heads can greatly improve the dimensional accuracy and production efficiency of the engine castings, which represents the development direction of the new generation of automobile casting technology, but puts forward higher requirements for the comprehensive performance of the coating.
On the one hand, due to the greatly increased complexity of the three-dimensional space structure and shape of the combined sand core, the difficulty of the dip coating process is greatly increased, and very stringent requirements are put forward for the rheological properties of the coating. The thickness of the coating shall be consistent at different parts of the sand core, and there shall be no defects such as drip marks, flow marks, and accumulation;
On the other hand, in order to ensure excellent cleanliness of the inner cavity, the coating should also have good resistance to sand burning, veining, sintering and other properties. XY-SY-660 is a newly developed high-performance water-based integrated dip coating, which has been successfully applied in some foundries such as Shanghai Diesel Engine Company Limited.
The coating has excellent rheological properties, good comprehensive technological properties, and has strong versatility, it can be used for various engine castings such as cylinder blocks and cylinder heads. The casting has a strong ability of anti-burn on and anti-veining, and its inner cavity has a high degree of cleanliness.
Non-zircon Foundry Coating
Zircon powder has always been the best-performance and most widely used coating refractory aggregate. However, due to the shortage of zircon powder resources and the restriction of environmental protection during mining, the price of zircon powder has fluctuated like a roller coaster in recent years, with the highest price reaching 23 to 25 yuan/KG.
In addition, zircon powder has certain radioactivity, and long-term use of zircon powder in large quantities will cause great harm to the health of production workers and the environment. With the strengthening of environmental awareness, the use of zircon powder will be subject to more and more restrictions. It is very urgent and meaningful to develop non-zirconium coating and get rid of the dependence on zircon powder.
The majority of foundry workers have done a lot of experimental research work on the substitution of zircon powder, and have also achieved some results. For example, coatings based on high-alumina bauxite, mullite, chromite, chrome corundum or brown corundum are used to produce small and medium-sized carbon steel parts.
However, due to the lack of theoretical guidance and the large fluctuations in the quality of some raw materials, the quality stability and application range of these coatings are very limited. Often when the material, structure and wall thickness of the casting change greatly, the coating application effects vary widely. From the perspective of refractoriness alone, commonly used aggregates such as bauxite, corundum, mullite, chromite, and magnesium powder are all above 1700°C, which is much higher than the pouring temperature of various steel castings.
However, from the perspective of actual use effect and quality stability, it is not very ideal. Using the combination of different refractory materials or adding sintering additives can theoretically achieve the purpose of learning from each other and improving the sintering performance of coatings. In fact, many gratifying results have been achieved in this respect, but it is very difficult to grasp the composite proportion or the type and amount of sintering additives, which often requires a lot of experiments to determine.
Moreover, the effect on castings with different wall thicknesses is quite different. So far, no coating can completely reach the level of zircon powder coating in terms of its versatility and peelability. However, after long-term efforts and a large number of experiments, several (2 to 4) different coatings can be used for different castings to realize the complete substitution of zircon powder coatings.
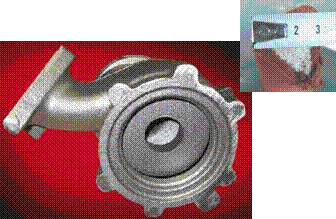
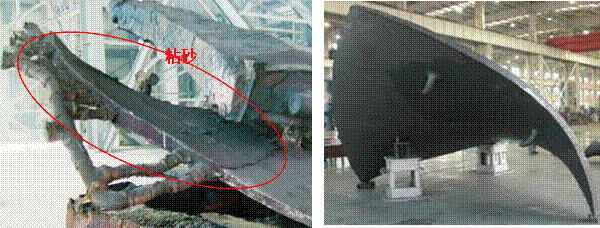
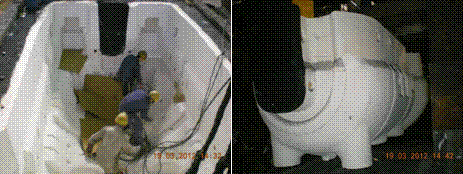
The application effect of some coatings on alloy steel castings even exceeds that of traditional zircon powder coatings. Figure 14 shows the application effect of the coating prepared with a kind of composite natural mineral material on carbon steel parts of the pump casing. Figure 15 shows the application of a non-zirconium composite coating on the stainless steel blades of water turbines. In the past, there has been a serious problem of sand burning near the gate when using zircon powder coating for production.
After using the newly developed non-zirconium coating, the problem has been solved. At present, this coating has also achieved good application results in nuclear power, hydropower, and thermal power castings. Figure 16 shows the application effect of composite non-zirconium coatings on railway carbon steel parts. Figure 17 shows the mold and sand core of large steel castings of the turbine coated with non-zirconium coating.
These coatings basically cover most of the steel castings previously coated with zircon powder, such as carbon steel, low alloy steel and high alloy steel. Now zircon powder coating can also be completely replaced on large iron castings.


Anti-sulphur Coating
High-quality ductile iron castings have developed rapidly in recent years, and the output has continued to increase. Typical castings, such as wind power hub and high-speed railway axle box, etc. At present, most of these castings are produced by the no-bake furan resin sand process.
During the production, the sulfur-containing materials such as sulfonic acid or sulfuric acid in the curing agent decompose into sulfur-containing harmful gases in the process of pouring, the graphite on the surface of ductile iron castings will decline to form a certain depth of flake graphite layer after contact with molten iron, which will reduce the mechanical properties of the casting.
Defects such as surface microcracks caused by sulfur often appear when furan resin is used to produce steel castings. Coatings with anti-sulfur function have been developed at home and abroad, and are widely used in production. However, it should be noted that when the sulfur content in the old sand accumulates above 0.15%, the anti-sulfur effect of the coating will be greatly reduced.
At this time, people should consider adding new sand or using high-quality low-sulfur curing agent to reduce the sulfur content in the system.
New Suppercooling Coating
At present, the commonly used suppercooling coating is alcohol-based tellurium powder coating, which can prevent the leakage of castings such as cylinder head due to shrinkage porosity. However, there are often some side effects when using tellurium powder coating. Severe sintering or sand burning will occur in the coated part.
The reason why tellurium powder coating increases the risk of sintering or sand burning is that tellurium (Te) element will strongly reduce the surface tension of molten iron, and will significantly increase the wetting and penetration of molten iron on the surface of the sand core. In addition, the tellurium powder coating will produce toxic vapor when heated, which will harm the health of operators.
The new suppercooling coating does not contain tellurium powder, has good thermal conductivity and refractoriness, and has a good chilling effect without causing sand burning.
Powder Coating
In recent years, the powder coating has developed rapidly, and has been applied in automobile engines, iron castings, high manganese steel castings, V-process and lost foam casting. The powder coating can greatly reduce the packaging and transportation costs of the coating because it does not contain solvent.
Especially for alcohol-based powder coatings, the transportation is safer and faster. China’s safety regulations will be more strict, and the safety requirements for the production, transportation and storage of flammable and explosive dangerous materials will be higher and higher, which will also greatly increase the transportation cost of alcohol-based coatings, and will greatly promote the wide application of powder coatings.
New Technology of Coating Application
High quality coatings, coupled with correct use and quality control, can ensure good application effect.
Correct Use of Coating
The following factors should be considered for the correct use of coating:
• Dilution of coating: uniform mixing, diluent, water quality impact
• Mixing in coating tank: continuous, intermittent or never
• Application process: brush coating, dip coating, flow coating, flame plating
• Application equipment: manual, robot, semi-automatic machinery
• Drying process and equipment: temperature, time, equipment efficiency
• Influence of microbe: control of bacteria in paint tank, pipeline and dilution water
• Climate and region: changes in temperature and humidity
• Cleaning and maintenance of coating tank, filtration and removal of coating particles and loose sand
• Pretreatment of sand core: repair, compaction, precoating and preheating
For example, coatings often need to be diluted before application. The diluent used for alcohol-based coatings is ethanol, methanol or isopropanol. Commercially industrial alcohol often contains higher methanol, which is fine for low-grade methanol coatings, but it cannot be used for high-quality ethanol or isopropanol-based coatings. The dilution of water for water-based coatings also has a great influence on the performance of the coatings.
The hardness, pH value and conductivity of water affect the rheological properties of the coating, and then affect the coating thickness, drip marks and flow. The content of bacteria in water also needs attention. The breeding of bacteria will cause deterioration of the coating during use and storage, seriously affecting the coating quality.
The mixing process before and during the use of the coating also has a great impact on the performance of the coating. Continuous high shear and high-speed mixing will cause problems such as coating viscosity reduction, drip marks, flowing, thinning of the coating, air bubbles, etc. However, the stirring intensity is too low to ensure the uniformity of the coating. It is necessary to ensure the uniformity of the coating, but also to avoid long-term, high-speed shearing and air entrainment.
The coating application process and equipment shall be reasonably selected according to the characteristics of castings and sand cores, production scale and other factors. Mass-produced castings, such as automobile castings, should be dip-coated by robots with a high degree of automation, and flow coating or brush coating can be used for larger sand cores and single-piece small batches.
If mechanical or intelligent robots are used for dip coating, correct action parameters such as immersion speed, time, exit speed, hovering angle and time, rotation speed and time, etc. shall be set. The optimum parameters should be determined during debugging.
Regular maintenance of coating tanks is also important. During the continuous production process of the coating, loose sand or even sand blocks and impurities will continuously enter the coating tank. In addition, the coating adhered to the tank wall will fall off again and enter the coating, which will affect the appearance of the coating. Therefore, it is necessary to remove foreign impurities in the coating through filtration and regular cleaning of the coating tank.
In addition, the sand core often has the problem of local porosity, and the repair paste should be used to repair or precoat the part before dipping the coating, otherwise, the coating on this part may be too thin or the surface of the sand core may not be covered at all.
Quality Control
During the use of the coating, some indicators such as Baume degree, viscosity and density should be controlled. Baume degree is the most common, simple and effective control method. However, it should be noted that the Baume degree is affected by many factors, such as the operator, Baumé hydrometer, reading time, temperature and container, and sometimes there is a large deviation.
Some use hydrometers to control, which has similar problems to Baumé hydrometers. The density (weighing method) control will be more accurate, because the density is less affected by human factors and testing instruments. At present, foreign advanced production lines adopt the method of online automatic measurement and density control to control the coating quality.
Another benefit of controlling the density is that the density of the coating has a good linear relationship with the thickness of the coating. Additionally, flow cup viscosity is more sensitive or accurate than Baume degree in the control of flow coating and dip coating. However, it should be noted that the test results of different flow cups (such as Ford cups, DIN cups, ISO cups, etc.) vary greatly.
The control of coating thickness is very important. In fact, the control of Baume degree, density and viscosity is ultimately to control a certain coating thickness. At present, wet coating thickness gauges are often used. Wet thickness gauges also come in various forms, such as square, hexagonal, round, etc. Square and hexagonal thickness gauges require a plane of a certain width. The circular thickness gauges do not need a plane and can be used for coating thickness measurement on curved surfaces.
Online Precise Quality Control Technology of Coating
Full-automatic coating workstation is the latest coating application equipment developed abroad. It is developed by FOSECO Company, which is applicable to the full-automatic and accurate control of coating parameters in the automatic production line of high-quality castings.
The workstation realizes the automatic process control of coating preparation and quality control through real-time and continuous measurement of coating density and viscosity, which can effectively eliminate the influence of human factors and make the coating quality more stable and consistent. The workstation integrates coating preparation and quality control, which can realize automatic feeding, transportation, circulation and online, real-time, continuous and automatic measurement of coating density and viscosity, with high control accuracy and reliability, and little impact of environmental and human factors.
It equipped with an ultrasonic cleaner to automatically clean the sensor probe, and the duplex filter can filter the impurities in the coating. The measurement data is recorded and saved in a dedicated database, and customized reports can be generated. The workstation can also be connected with the global technical service center for remote control.
It is applicable to various water-based coatings and alcohol-based coatings, as well as dip coating, flow coating and flame plating. It can realize multiple functions, and can supply multiple coating dip or flow coating tank stations at the same time. However, there is currently no application coating workstation in China.
Developing Trend of Coating
With the development of machinery and foundry industry, many new technologies, new products and new concepts have emerged and will continue to emerge in foundry coatings. However, the overall development trend is nothing more than the two main lines of technological progress and green environmental protection. To sum up, there are mainly the following aspects:
Developing Anti-defect Coating
With the continuous development of foundry coating technology, the function of coating is also constantly expanding. The use of specially designed coatings to prevent some typical defects of castings has become an important development trend of foundry coatings. In fact, the earliest coating was to prevent the casting defect of sand burning.
Tellurium powder coating is also a kind of coating to prevent shrinkage (seepage) defects. The anti-veining coating developed in recent years is a relatively mature new type of anti-defect coating, which has been widely used in automobile iron castings at home and abroad. The anti-porosity coating containing iron oxide is also a new type of anti-defect coating, which has been successfully applied to iron castings and steel castings at present.
With the increase of various high-grade ductile iron castings such as wind power and automobile castings, the problem of sulfur in furan resin sand, especially in reclaimed sand, is becoming more and more prominent. The organic sulfonic acid in furan resin curing agent will decompose sulfurous gas during pouring, and then be absorbed by molten iron on the casting surface, resulting in the variation of graphite ball on the casting surface, and the appearance of a certain depth of flake graphite or vermicular graphite layer.
At present, a variety of coatings with anti-sulfur effects have been developed at home and abroad. The coatings are generally designed as sintered isolation type, alkaline absorption type or mixed anti-sulfur coatings. Steel castings are also susceptible to sulfur. At present, anti-sulfur coatings that can prevent microcracks on the surface of steel castings have been developed in China, and have been applied to railway castings.
The anti-defect coating is to prevent certain defects by affecting or controlling the interface reaction between the coating and the molten metal. This type of coating will have very good development potential and wider application prospects. It is foreseeable that coating varieties that can prevent more casting defects will continue to emerge.
Developing Water-based Coating
Water-based coatings have obvious advantages in environmental protection, quality and cost, which will be an important development trend of coatings in the future. Water-based coatings have very good development prospects on large iron castings, such as wind power castings and large steel castings. At present, At present, it has been successfully applied in some manufacturers at home and abroad.
For example, a wind power foundry uses water-based flow coating to produce large wind power ductile iron castings. The coating is dried by a hot-blast stove, and the heat of the hot-blast stove comes from the waste heat after the casting is poured. This is a technology worth learning or promoting.
Another example is that a steel foundry uses water-based coating to produce large steel castings. The coating mainly depends on self-drying. After the box is closed, the hot air is used to further dry the coating and residual moisture in the mold. Water-based quick-drying coatings will also be a promising development direction.
Developing Non-zircon Coating
Due to the shortage of zircon powder resources, large price fluctuations and the serious damage to the environment caused by mining zircon sand, plus zircon powder has certain radioactivity, the use of zircon powder will be limited, and non-zircon coating will be a definite development direction. The main research direction of non-zircon coating is composite aggregate, and the following factors need to be considered:
- Different metal materials have different acidity and alkalinity, which depends on the type and content of alloying elements in the metal. The acidity and alkalinity of various refractory materials should be compatible with those of metal materials;
- The sintering performance of the coating determines the peeling effect of the coating. Generally, sintering performance can be achieved by compounding different materials or adding sintering additives. The compounding of materials and the selection and addition amount of sintering additives should take into account the high-temperature mineral phase reaction products and kinetic factors between materials, as well as the type, quantity and viscosity characteristics of the glass phase with low melting point;
- The volume and linear expansion characteristics of the refractory aggregate during the pouring and cooling process will affect the peeling effect of the coating. The phase change of the refractory aggregate itself, the new phase produced by the mineral phase reaction, and the shrinkage caused by sintering should be taken into account.
These considerations will benefit the breakthroughs in the theory and test method of coating anti-sand burning and automatic peeling, and research efforts in this area should be strengthened in the future.
Developing New Application and Control Technology and Equipment with High Performance, High Precision and High Efficiency
The automobile foundry will be developed in the direction of digitalization, automation and robotic dip coating, and the manual or less mechanized coating methods will be gradually eliminated. At the same time, more and more automatic online coating quality control technologies, such as full-automatic coating workstations, will be used to achieve a higher level of coating application quality and stability. Single-piece or small-batch production lines, such as various resin sand production lines, will use more flow-coated coatings. Flow coating can improve coating efficiency and coating quality, and eliminate brush marks.
Developing Powder Coating
With the strengthening of safety and environmental protection awareness and the stricter safety regulations in China, the production and transportation of alcohol-based coatings will face great pressure, so the powder coatings will be developed rapidly. Powder coating technology is more difficult, and the quality and performance need to be further improved.
Conclusion
It’s a permanent issue in the development of coatings to improve the comprehensive performance of coatings, increase the additional functions of coatings, and improve the environmental protection characteristics of coatings. By absorbing the advanced technology of related industries, advanced materials and the latest theories, the theory and product innovation of foundry coatings will be constantly enriched, and the development potential of foundry coatings will be huge.