Every step in the process of metal casting, from pattern-making to heat treating, is done carefully to avoid problems with the soundness, surface finish, mechanical properties, and final dimensions of the finished casting. Yet even castings made with diligence should undergo inspection for quality control. Small problems can arise unexpectedly, and many castings have mechanical requirements that may be undermined by a hidden defect. Inspection allows foundry and clients to feel confident they have a quality casting.
Surface defects are visible to an inspector. These include very rough or uneven surfaces; “veins” or “rat tails” caused by cracking of the mold at high temperatures; “elephant skin,” which is puckered due to quick cooling; burned sand; and stripping defects. Stripping defects are flakes of metal on the surface caused by gas being trapped in the mold.
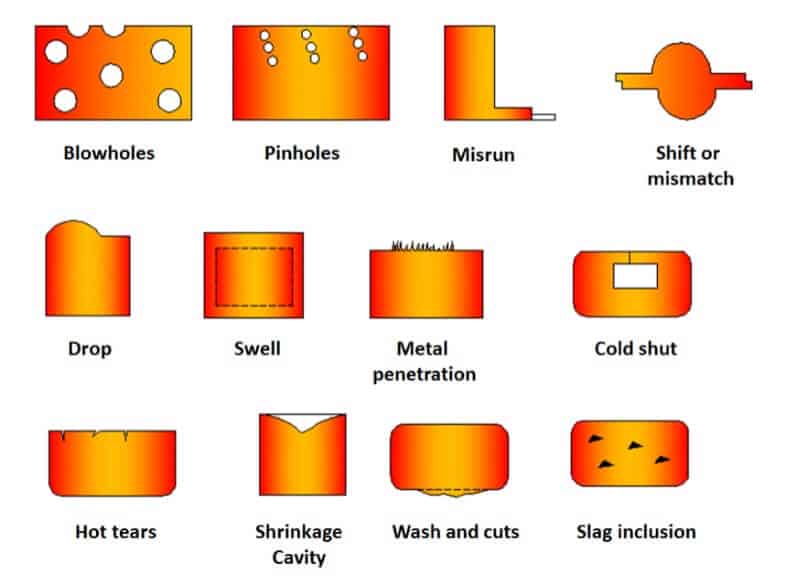
2.1 Slag inclusion is a defect where non-metallic materials create pockets or ribbon-like entrainments in the casting. Slag is an important part of the melting process in the furnace, necessary for good quality castings, as chemical processes in silica and calcium-based slags change the viscosity of the metal. During pouring, however, the foundry worker must keep slag out of the mold itself. Just before pouring, slag is often skimmed, but not all the slag is be captured at this stage. The sprue or gates of the mold also need to be formed to capture it. Failures at any step in this process may allow slag to contaminate the metal. Further, oxidization of the metal can be a problem for metals that have stayed at high temperatures for a long time; slag can form inside the mold. Oxides are not the only slag: carbides, sulfides, or nitrides can also be at fault.
2.2 Sand inclusion is very common. It is expected in small quantities at surface depths for all sand castings. However, too much sand inclusion can ruin a casting. In this defect, sand from the mold gets trapped in the metal.
If there is a lot of sand inclusion at the surface, it might indicate the need for a mold wash, or a different molding system. In foundry sand that has been baked for stability, perhaps the mold spent too long in the oven and became fragile. Perhaps a better choice would be no-bake molding or an investment casting. This defect may also suggest there was not enough binder, or not the right kind of binder, to create a strong shell. Another possibility is that the sand was insufficiently packed.
A metal piece on a blue background has a small misrun divot in the exterior wall.
3.1 Underpour or misrun defects happen when not enough molten metal has been introduced to fill the mold. Sometimes, open risers are used to judge when a mold is full: if they are misplaced, the casting might be short poured. Sometimes, misruns are caused by early freezing during the pour. In misruns, some part of the casting is incomplete, usually with a rounded edge where the metal froze before it reached the mold’s wall.
3.2 A raised mold or floating core will cause the casting to have the wrong dimensions. Molten metal exerts pressure, and if the core is not stabilized or mold properly clamped down, it can lift, deforming the casting.
3.3 Flashing at joins is common in castings but must be removed. Flashing is a thin skin created when liquid metal seeps between closed joints on the mold. If there is instability in the mold, flashing can be bad enough to deform the casting.
3.4 Mold mismatch or mold shift can happen if the cope and drag, or top and bottom of the mold are misaligned when it is closed. The resulting casting is often comical, as the top and bottom parts of the mold are askew.
The word FOUNDRY is cast into metal. Letters at the end of the word are blurred due to casting problems.
3.5 Sand instability, insufficient packing, or issues with the foundry sand mixture can cause a loss of detail on a casting. This issue can affect fine details, like letters or decorations, or can lead to wavering edges over the whole casting.
3.6 Cold lap or cold shuts happen when the temperature of the mold or of the molten material is too low. Rather than flowing quickly throughout the mold, part of the stream of metal slows and begins to harden. This freezing bulge becomes an obstacle that the rest of the metal eddies around: like a rock in the river, there is often a disturbance on the downstream side of the obstacle. The visible round lip of the cold lap creates a permanent discontinuity in the surface of the casting. This defect is visible on the surface, and sometimes is small enough to be ground or filled, but a cold shut or lap can go deep enough to threaten the structural integrity of the casting.
3.7 Cold shots, similarly, are caused by the premature freezing of some of the metal. They look like little iron balls or teardrops that are held, suspended, in the material around them.
A large grey metal casting has a sprinkling of holes over an unmachined surface
3.8 Pinholes and blowholes or gas porosity can be caused by gas in the mold pushing through the molten metal leaving voids or bubbles as it cools. Trapped gas can be caused by the conditions of the mold if it’s not porous enough to allow gas to escape. Rusty, hydrogen-rich charges of scrap metal are more likely to cause pinhole defects as they bring more hydrogen with them. Gas porosity is different than shrinkage porosity, although both leave small holes in the casting and can be found in the same piece of metal. Gas porosity tends to leave regular, bubble-shaped pinholes near the top of the mold.
4.1 Shrinkage porosity is caused by the insufficient volume of metal in the mold. As the metal cools and shrinks, small holes are left behind throughout the casting. These holes are usually jagged, in comparison to the smooth floating pinholes caused by gas.
An industrial wheel has been cut in half on the X-axis and shows a jagged cavity through the metal
4.2 Shrinkage cavities are like shrinkage porosity in that there is not enough metal to fill the space as the casting cools and shrinks. However, this defect tends to be a more serious structural issue. Often, these shrinkage cavities will appear like large, ragged crevices in the center of a volume of metal. Castings cool from the outside in, and so the cavity can form in the last place to cool. That is not universally the case: shrinkage depressions visible on the outside of the casting can appear depending on the infrastructure of gates, runners, and risers supporting the casting. These depressions are not normally jagged or open, but rather places where the metal seems sunken compared to the intended shape. An object suffering from a lot of shrinkages might be fixed by changing the casting design, by tapering walls and smoothing corners, placing additional risers in the pattern, or by changing where the gates emerge.
4.3 Chilling defects may happen if the mold is too cool or the casting is removed too quickly from the sand. Rapid freezing can cause the surface of castings to become extremely brittle, as though they’d been air quenched. When the defect is mechanical but not structural, annealing the casting may be able to save it, by removing the brittleness through heat treating.
A cross-section of a metal casting shows a crack that runs through the edge.
A hot tear due to shrinkage stress.
4.4 Hot tears or cracks can also arise in too rapid cooling. These are akin to shrinkage cavities but are more ribbonlike voids in the metal caused by rapid shrinkage. Castings with hot tears or cracks will underperform mechanically.
4.5 Cooling deformation is a common defect in very long, thin castings, but can happen in other shapes too. In this defect, the metal casting warps away from its intended shape during cooling, causing it to be outside of specified tolerances.
Dimensional tolerance or surface finish problems can often be seen with visual inspection and measurement. Tests for mechanical properties can also be done simply. Some of the other problems, like porosity and shrinkage cavities, are internal to the casting. Testing methods are available to catch internal problems so that casting doesn’t unexpectedly fail under load. There are two main types of internal tests: destructive and non-destructive.
Visual inspection is required to guarantee good casting surface quality from as-casts and casts to machined surfaces for adherence to visual acceptance standards. Visual inspection must be 100% carried out and need to make sure there will be no defects on the surface of casting parts. Certain types of defects are obvious upon visual inspection of castings: cracked, tears, slag adhesions, blowholes, metal penetration, scabs, shifts, non-fill, cracked molds or cores, and similar defects can be identified visually, etc. Any castings with the above-mentioned defects must be picked out and can not be delivered to our customers. Surface irregularities should be classified and all the inspection results must be documented and stored to record all the products made from our foundry.

Investment casting is a custom casting process for various components of complex geometry. The investment casting process can help you to obtain precision products with high accuracy sizes and dimensions. However, sometimes the finished products look perfect and passed visual inspection, it does not mean they can put them into use without a doubt. In this case, dimensional inspection is vital to guarantee dimensional tolerance. Below are the common dimensional inspection methods used in our foundry:
2.1 Measuring tools
It is the most direct and simple way to test the dimensions and tolerances by hand. To ensure qualified products, we need to test the product by measuring tools one by one according to the drawing and. Common used measuring tools for investment castings include vernier caliper, depth indicator, dial indicator, etc.

2.2 Testing gauge
It is made according to the sizes which will probably affect the assembly or use of products. For threaded holes, we can buy go and not go gauge according to the thread specification directly from the market. A testing gauge is mostly used when the dimensions can not be tested by measuring tools directly.

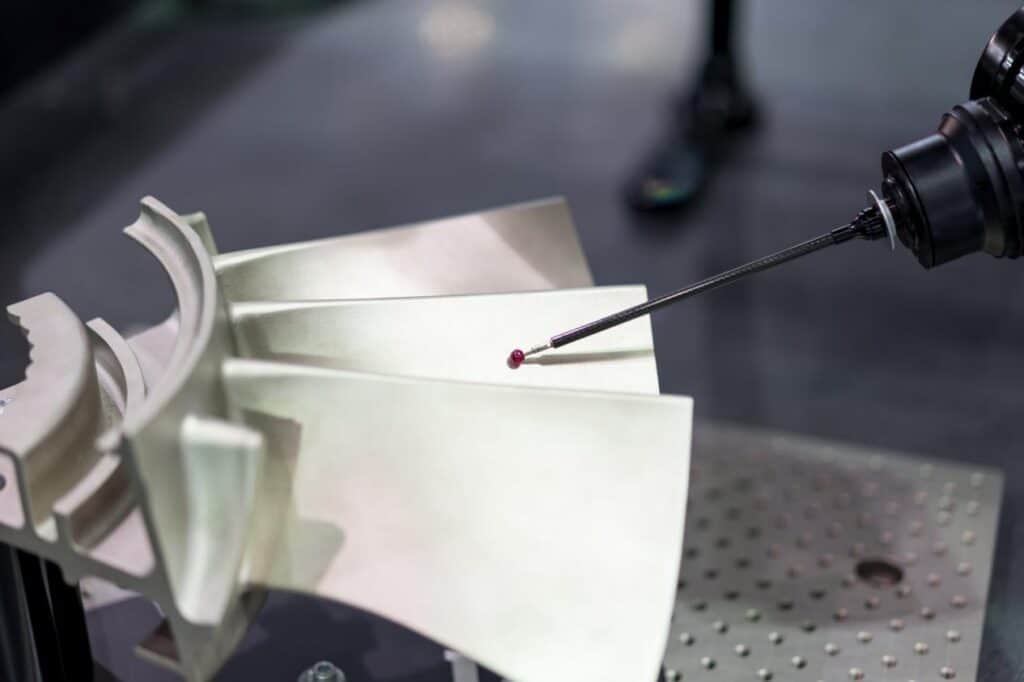
2.3 CMM–Coordinate measuring machine is the most accurate way to test the dimensions of products.
Investment casting parts are formed by pouring melted metal into the sprue. This makes it possible to cast products in large kinds of metal alloys, and different materials have their own characteristics. Any composition error of elements might bring much trouble to our customers. So we need to test the chemical composition of materials accordingly. Material testing is performed by a spectrographic instrument. Our quality control procedure in the material is: When ordering raw material from the material factory, the material certificate is requested and provided. And before production, we will compare the composition of each element by the spectrograph, and the recorded result will show if the material is within the range. And after casting or heat treatment, our testing instrument will help us to confirm if the material composition is changed during the production process. And each batch testing result will be recorded in our laboratory room for future trace.
To confirm the properties of the investment cast part, mechanical testing is performed to approve the quality of products. The testing confirms the properties comply with the specified mechanical requirements. Below mechanical properties testing can be done to confirm proper casting quality.
Hardness testing

It is tested when there is a hardness requirement on investment castings. Hardness testing result is mostly shown in HB, HV or HRC.
Brinell Hardness Testing-which uses specified large loads by pressing a hardened steel or carbide sphere of fixed diameter into a casting for a set time. The Brinell hardness test uses the method ASTM E10-Standard Test Method for Brinell Hardness of Metallic Materials. The Brinell hardness value of steel castings will be shown in HB.
Vickers Hardness Testing-which uses a microscope to measure the depression caused on a polished surface by a diamond indenter with a load of kilograms. Vickers hardness value of steel castings will be shown in HV.
Rockwell Hardness Testing-The equipment applies a preliminary test force to the casting using a diamond or ball indenter. The Rockwell hardness test uses the method ASTM E18-Standard Test Methods for Rockwell Hardness of Metallic Materials. Rockwell hardness value of steel castings will be shown in HRC.
Tensile testing–A destructive test process that provides ultimate tensile strength, yield strength, elongation and reduction area rate of the products.
In every production run, our foundry will choose a few samples and submit them to destructive testing. The casting is cut, and the properties of the metal inspected closely. The tester will look for inclusions, porosity, and shrinkage. Although destructively testing one casting does not guarantee anything about the other castings in the run, it does give a sense of the overall quality of the process. Radiographic and ultrasonic technologies have decreased the importance of destructive testing, but it is still used to inspect the quality and make evaluations about a run.

Non-destructive testing is done by foundry workers, clients, and NDT technicians to verify the internal and external soundness of casting without damaging the casting itself. The following are the main non-destructive tests that Zehan Precision Casting Foundry offers to our customers:
Pressure Testing is used where part of the specification is for a pressure-tight casting; air, water, or inert gas are used to test the casting for leaks under pressure.
Dye Penetrant and Fluorescent Powder can be suspended in penetrating oil and applied to the surface of the finished casting. Surface cracks and flaws are immediately visible on the application of the developer or in the presence of ultraviolet light.
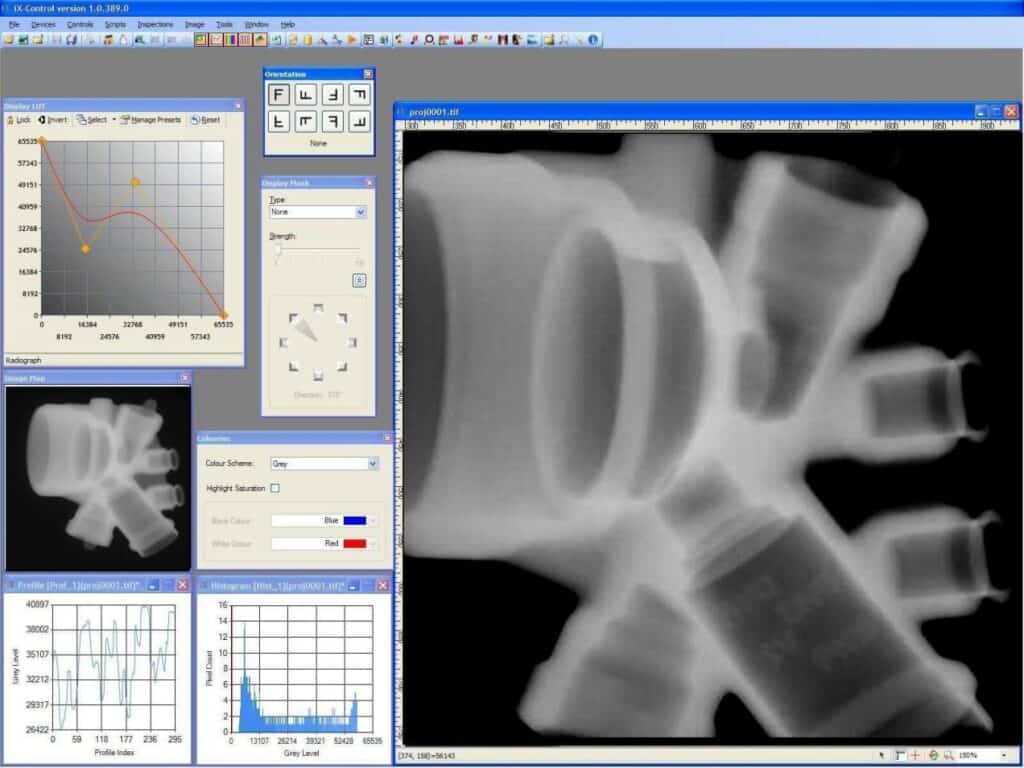
Radiographic inspection (X-Ray) is extremely effective in identifying internal holes, cracks, or inclusions. The cast component is exposed to radiation and the image created on the radiographic film indicates changes in casting density. In addition to identifying defects, the x-ray can be retained as a permanent record of the test results.
Liquid Dye Penetrant Inspection is used to find tiny cracks, pores or other surface imperfections in both ferrous and non-ferrous castings that are hard to see with the naked eye. A coloured dye in an oil solution is applied to the surface of the casting. The dye finds its way into any surface defects. A special developer is then applied and the defects become clearly visible.
Magnetic Particle Inspection is particularly useful in identifying the location of surface discontinuities in ferrous metal. It can sometimes also indicate subsurface defects if the magnetizing force is strong enough to produce a leakage field at the surface. If fine iron filings or particles are brought into contact with the component, they take a position that roughly outlines the boundaries of the leakage field. A low-velocity air stream blows excess filings away, leaving the defect outlined by the remaining particles. The particles can be applied while the magnetizing current is flowing (continuous method) or after the current is off (residual method).
Ultrasonic Testing is an expensive process due to the skill requirements of the technician needed to interpret the results. This process is used to identify internal defects by transmitting high frequency acoustic energy (sound) into a casting. The high frequency acoustic energy travels through the casting until it hits an opposite surface, interface, or defect. The interface or defect reflects portions of the energy which are collected in a receiving unit and displayed for the analyst to view. The pattern of energy deflection can indicate the location and size of an internal defect, as well as the wall thickness and nodule count of ductile iron.

Eddy Current Inspection is used to detect minor cracks and defects near the surface and discontinuities in the casting caused by material changes. This is a fairly expensive process and is limited to electrically conductive metals.
The choice of non-destructive tests is extensive but selecting the most appropriate for any particular application will depend on the component geometry, alloy selection, and performance specification of the casting.
Zehan Precision Casting Foundry advises our customers on the most appropriate testing methodology for each casting and works closely with them throughout the design and production stages to ensure that casting defects are minimized.
If you are investigating the best option for a cast or machined component and need to call on our experience and expertise we would be delighted to hear from you. Call a member of our technical team on Adam, send us a message here, or email [email protected]