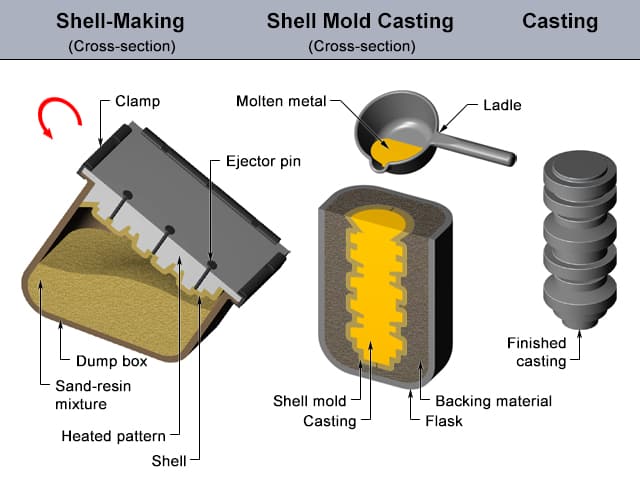
In the course of the shell molding process, the first step is to create a pattern which is typically composed of two pieces of different metals, namely iron or steel in the shape as desired for the finished part or component. Apart from steal and iron, other materials are often used, such as aluminum for production in low volume or graphite to cast the reactive materials.