Without this process of melting, production of many superalloy and complex alloy castings would be extremely difficult or impossible.
Electrical furnaces are used to melt iron from scrap and the necessary alloys or additional components needs to achieve the desired final standard.
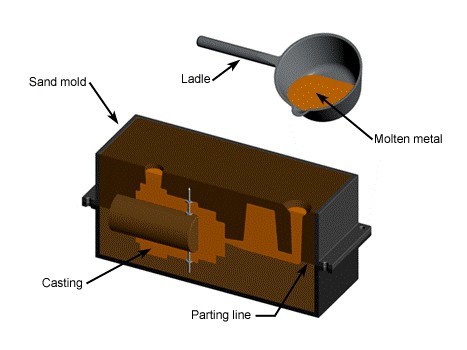
Often the metal used is an alloy, or a mixture of elements that, together, provide optimal mechanical properties. Melting processes vary: in its simplest form, melting consists of placing alloy in a receptacle with a higher melting point and heating it over a burner or open flame. More contemporary melting methods, like induction melting, rely on the physical properties of alloys to melt them and bring them to casting temperature more efficiently.