Wax pattern making is an important process in investment casting production and the primary condition for obtaining high-quality castings. However, due to the neglect of this process, the unqualified wax pattern flows into the shell making and even pouring process, resulting in irreparable waste products. Therefore, solving the surface defects of wax patterns is one of the main tasks of investment casting.
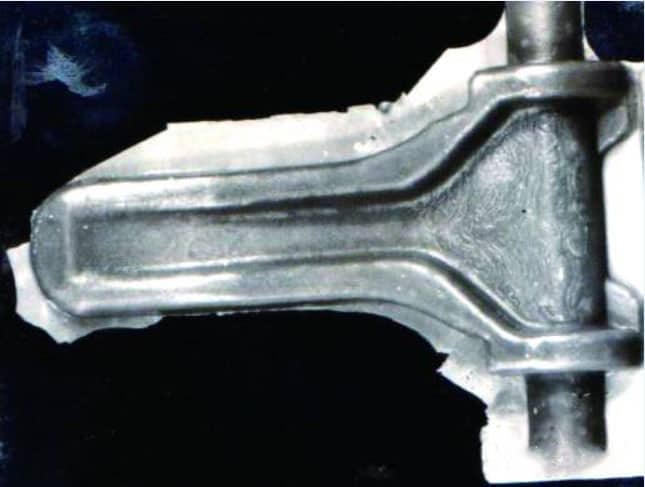
In general, the surface defects of wax patterns mainly include flow textures (see Figure 1) and flying fins (see Figure 2).
Flow Textures
There are irregular flow textures on the local surface of the wax pattern.

Causes
- Excessive amount of parting agent in the cavity, or local accumulation caused by uneven coating, resulting in flow textures on the wax pattern. In production, in order not to make the wax pattern adhere to the surface of the cavity and facilitate wax pattern removal, a layer of release agent or parting agent is often coated on the surface of the cavity before pressing the wax pattern.
- Improper selection of parting agent, or expired deterioration. For paraffin stearic acid wax patterns, 100% transformer oil or 100% turpentine oil is generally selected. Compared with the two, transformer oil is easier to purchase.
- Low injection pressure and slow injection speed. Injection pressure is one of the main parameters of the wax pattern making process. When pressing wax pattern, due to the low injection pressure and slow injection speed, the fluidity and filling ability of wax material is reduced, so that it is not easy for wax material to quickly fill the cavity, resulting in wax pattern flow textures.
- Low mold temperature. Mold temperature is one of the main parameters of the wax pattern making process. When pressing the wax pattern, due to the low mold temperature, the fluidity and filling capacity of the wax material is reduced, so that the wax material is not easy to quickly fill the cavity, resulting in the flow texture of the wax pattern.
Preventive Measures
- Before pressing the wax pattern, after cleaning the residues and dirt on the cavity surface, brush an appropriate, thin, and uniform layer of parting agent on the cavity surface and parting surface with a brush or gauze to prevent the accumulation of parting agent on the cavity surface or parting surface.
- The parting agent suitable for paraffin stearic acid wax shall be selected, generally using 100% transformer oil. Perform inspections in accordance with relevant standards to ensure its quality. Strengthen the inventory management of transformer oil, it can not be used for production once the deteriorated parting agent is found.
- In order to press wax patterns with excellent surface quality and high dimensional accuracy, the injection pressure must be strictly controlled. The injection pressure is related to the properties of the wax material, the wax injection temperature, and the wax pattern structure. When using the pneumatic wax press to inject wax pattern, for paraffin stearic acid wax, due to its low viscosity and good fluidity, the common injection pressure should be 0.2 ~ 0.6 MPa.
- The mold temperature directly affects the surface quality of the wax pattern. When the injection pressure is 0.2 ~ 0.6 MPa, whether the selected mold temperature is appropriate will directly affect the quality of the wax pattern. For paraffin stearic acid wax, the common mold temperature is 18 ~ 25 ℃.
Flying Fins
Causes
- When making wax patterns, the temperature and pressure of the injected wax are too high. High temperature improves the fluidity and filling capacity of wax material. If the pressure is too high, it will further promote the wax material to penetrate into the parting surface of the mold, so as to form flying fins.
- When making wax patterns, there is dirt on the parting surface of the mold, or the mold is not locked, which is easy to make wax material penetrate into the mold parting surface and form flying fins on the wax pattern.
- Improper mold design, poor manufacturing quality, uneven parting surface, high surface roughness, clearances existence, unable to meet the quality requirements of the wax pattern surface, which is easy to form flying fins on wax pattern surface.
- Too long service time of the mold, the parting surface is partially worn and comes with clearances, which is easy to form flying fins on the surface when making the wax pattern.
- Improper mold material selection, poor stiffness, or improper locking and positioning of the mold, resulting in clearances in the mold, which is easy to form flying fins on the surface when making the wax pattern.
Preventive Measures
- When making wax patterns, the wax temperature shall be strictly controlled at 48 ~ 52 ℃, and the injection pressure shall be 0.2 ~ 0.6 MPa.
- Before closing the mold, check the parting surface carefully and clean it up, and lock the mold well at the same time.
- Reduce the roughness of the mold parting surface, and improve its manufacturing quality, so as to ensure the flatness and roughness of the parting surface that are able to meet the requirements of wax pattern making.
- Formulate a reasonable service life of the mold, strengthen the inspection step before use, and timely fix the problems found to ensure that the mold is in a qualified state.
- Improve the mold design, make a reasonable selection for mold materials, increase the stiffness of the mold, and adjust the locking position if necessary to ensure mold quality.