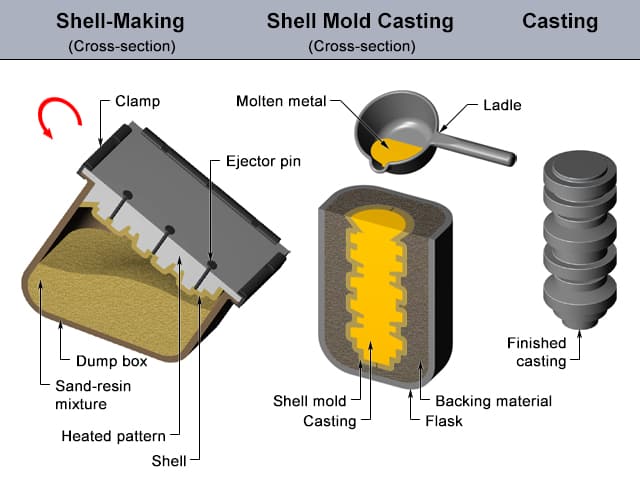
Shell Mold Casting is a typical metal casting process which similar to sand casting. The shell casting mold is a thin-wall hardened shell created by applying a sand-resin mixed material around a pattern which is made from a metal piece in the shape of the desired geometry. The pattern is reused to form multiple shell moulds. A reusable pattern allows for higher production rates, while the disposable moulds enable complex geometries to be cast.
Shell mold casting can be used for both ferrous and non-ferrous metals. The most commonly used are cast iron, carbon steel, alloy steel, stainless steel, aluminium alloys, and copper alloys. Typical parts cast by this process are small-to-medium size and require high accuracy, such as gear housings, cylinder heads, connecting rods, and lever arms, etc.
In the course of the shell molding process, the first step is to create a pattern which is typically composed of two pieces of different metals, namely iron or steel in the shape as desired for the finished part or component. Apart from steal and iron, other materials are often used, such as aluminum for production in low volume or graphite to cast the reactive materials.
Once the pattern is ready, it will be heated to around 550 degrees F and covered in sand. The resin-coated sand grains will bind together and begin to solidify. After several minutes, there are enough sand bonding against the core box walls. After that you could pour out the rest sand, leaving a hollow core. Generally, the wall of a shell mold ranges from 7 to 8mm thick.
In the shell mold casting process, the shell mold is complete only after the two shell halves are joined totally by using glue or other fasteners and securely clamped. If there is a need to insert a core, it should be inserted preceding closing the mold. And then, the shell mold will be placed into a flask and propped by a piece of backing material.
The fourth step in the shell casting process is to pour molten metal into the shell mold’s cavity. In the shell mold casting process, no matter what kind of property and types is, the metals or alloys will be melted into liquid state, pouring into the shell mold’s cavity and forming a hardened shell.
The molten metals are allowed to cool and solidify into the shape of the final shell mold casting. The pattern parts should be chilled at the room temperature generally. Accompanying the cooling of pattern parts, the molten metal will gradually become a tough geometry as desired.
This is the last step in the shell casting process—removing shell molds. After the molten metal has chilled, the outer mold can be broken up and the castings taken out. The shell casting process involves the using of a two-piece pattern, the shell mold casting is easily ejected by “opening” the pattern. With the top and bottom pattern parts are separated from each other, the newly created shell casting can be simultaneously ejected.
Shell mold casting delivers many benefits like following:
There are some disadvantages to the shell mold casting process including: